On March 26, 2024, a 213-million-pound container ship called the Dali lost power while leaving the Port of Baltimore and ended up slamming into the Francis Scott Key Bridge. Unfortunately, six construction workers who were filling potholes on the bridge at the time of the collision died. The estimated cost to replace the bridge is over $4 billion.
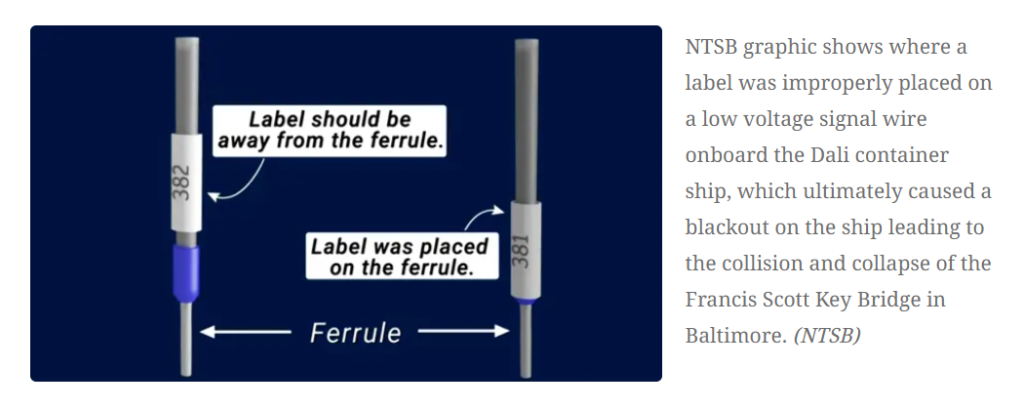
The National Transportation Safety Board (NTSB) traced the chain of events back to a single label. A wire identification sticker placed in the wrong spot during the construction of the ship had prevented a solid connection inside a circuit breaker. Over a decade of vibration and movement, that marginal connection degraded until it finally failed. One loose wire among miles of wiring and thousands of terminations. The NTSB’s description of finding it: “like looking for a loose bolt in the Eiffel Tower.”
This was a maritime disaster, but if you run a manufacturing facility, the physics are exactly the same. The only difference is scale, and hopefully, no lives are lost.
The Termination Problem Everybody Ignores
Wire terminations are the single biggest preventable cause of unplanned electrical downtime in manufacturing today. Not motors. Not PLCs. Not sensors. The humble, unglamorous wire termination point.
Every wire terminated in a terminal block or field-connector is a mechanical joint. It relies on clamping force, proper stripping length, correct torque, accurate labeling, and the long-term stability of the wire’s insulation under environmental cycling. These are five variables that have to stay within spec for the life of the machine to avoid downtime. And, across a typical production facility with hundreds of electrical panels or junction boxes, thousands of terminal blocks, and tens of thousands of individual terminations, they don’t.
Thermal expansion and vibration constantly affect wire, terminal screws, and field-terminated connectors. The connection that passed inspection at FAT and commissioning is not the same connection a few months into production. Nobody checks, because nobody practically can. You’d need thermal imaging across every panel and every connection point on a regular schedule to catch what the NTSB caught only after the fact on the Dali.
When the intermittent fault starts, it doesn’t announce itself. A sensor goes offline and then comes back online. A drive faults for no apparent reason. A signal drops and production stops for forty minutes while a technician chases a ghost through a wiring diagram. The 2 a.m. call isn’t about finding the motor that burned out. It’s about finding the loose or bad connection in a crowded electrical panel crammed full of terminal blocks that don’t really need to be there in the first place.
You Allowed Your Machine Builder To Design This Problem Into Existence
Terminal blocks are a nineteenth-century solution still doing heavy lifting in twenty-first-century machinery. Wire is cheap, terminals are cheap, and that logic has held for a long time. Build a centralized panel, run your wires in, label everything, and you have an electrical system for the machine.
The problem is that logic has been quietly falling apart for a long time. Skilled labour isn’t cheap and is getting scarcer by the month as the boomers retire. The real cost of a termination isn’t in the component or the wire. It’s in the hours of integration labour per panel, the troubleshooting after first power-up, the warranty callback six months later when a connection that wasn’t quite right finally announces itself, and the production downtime when nobody can figure out which of five hundred labeled wires decided to let go.
Machine builders design wiring into terminals because that’s how it’s always been done. The true cost never appears on a single line item, so nobody adds it up.
If your electrical specifications don’t explicitly prohibit terminal block wiring and require connectorized IP67 field connections, you are leaving the decision open. You are allowing your machine builder to make the choice. They will default to what they know, what their assemblers are trained on, and what keeps their build cost low. That is not a criticism of machine builders. It is how procurement works. The specification is the only place where you, as the buyer, have direct control over the architecture that will run in your facility for the next ten to fifteen years. A one-line requirement in your electrical spec, “field wiring shall use factory-made IP67 connectorized solutions; terminal block wiring or field-attachable connectors for 24V power and I/O device signals are not permitted,” changes everything that follows. Without it, you are funding the problem and then paying for it again every time maintenance gets a 2 a.m. call.
Put It In Writing Before the Build Starts
The single most effective thing a manufacturing facility can do to reduce termination-related downtime costs nothing and takes five minutes. Add this to your machine electrical specification before you send it to a builder.
Here is an example specification section you can adapt and include in your machine builder requirements today:
Field Wiring and Connectivity Requirements
All field wiring between sensors, actuators, and control devices shall use factory-terminated, IP67-rated connectorized cables with M8 or M12 locking connectors appropriate to the device interface. Terminal block wiring for 24V power and device signals is not permitted. Field-assembled or field-terminated connectors are not acceptable under any circumstances. All connectorized cables shall be factory-manufactured, double-ended assemblies with molded connectors at both ends, sourced from the original equipment manufacturer or an approved equivalent, and shall carry the appropriate UL/CSA ratings for the installation environment. Distributed I/O modules shall be machine-mounted in IP67-rated housings, eliminating the need for field wire terminations in the main electrical control panel. Loose wire terminations, including but not limited to screw-clamp, spring-clamp, and push-in terminal blocks, are not acceptable for field device connections. Any deviation from this requirement must be submitted in writing for engineering approval prior to build commencement.
That one paragraph, added to every machine specification going forward, removes terminal block field wiring from the conversation entirely. Your machine builder knows what’s expected before a single component is ordered. Your maintenance team inherits a machine they can actually service. And the intermittent fault that would have taken four hours to find at 2 a.m. either doesn’t exist, or announces itself in under five minutes.
You Don’t Have to Manually Terminate Wires Anymore
This is what’s changed, and what most machine builders haven’t fully absorbed: the IP67 connectorized ecosystem now covers the majority of what used to require a terminal block. Sensors, actuators, distributed I/O, valves, drives, solenoids, and safety devices are all available with M12 and M8 connectors, ready for quick, easy, and reliable connections using pre-manufactured cables. Terminal blocks and field-installable assemblies are no longer required.
With IP67 connectorized systems, you don’t need to design wires into terminals because there are no terminals to design into. You don’t need to label wires on terminal blocks because the connector and the device it serves have a physical relationship that makes labeling redundant. These days, you just don’t need to manually terminate wires anymore because you can assemble a reliable connectorized systemistead.
The failure mode that caused the Dali disaster, and causes thousands of unplanned stoppages on manufacturing floors every day, is the degraded mechanical joint. IP67 connectors eliminate that joint in the field wiring. The connection between a sensor and a distributed I/O module is an M8 or M12 connector with a positive locking mechanism, not a wire clamped under a screw that will experience years of vibration.
What the Numbers Actually Look Like
Moving to a connectorized architecture with factory-made connectorized cables and distributed I/O modules mounted on the machine also results in a dramatically smaller panel. Many functions move out of the panel entirely. Total wiring time drops. Commissioning time drops. And the failure mode changes from “degraded mechanical joint somewhere in 500 terminations” to “connector is either seated, or it isn’t” with a visible LED for confirmation.
The serviceability story is what resonates most with maintenance. When something fails at 2 a.m., the technician needs to find it fast. In a connectorized architecture, tracing a fault means following the connectors and checking LED indicators, not chasing wire numbers through a panel. Swap a cable, restore production, and log it as complete. That’s a 25-minute fix versus a four-hour session with a multimeter and a flashlight.
Why It Hasn’t Happened Faster
Machine builders optimize for what they control and measure. Wire and terminals are line items with known costs. The downstream costs of a termination-heavy architecture, commissioning overruns, warranty support, and end-user downtime are absorbed elsewhere or don’t show up in the machine builder’s P&L at all. The buyer pays them later, invisibly, in maintenance overtime and production losses.
When that math becomes visible, the conversation changes. A machine builder who can demonstrate reduced wiring labour, fewer first-year warranty calls, and a clear serviceability story for the end user’s maintenance team has something real to sell. Not a connector. A different way of building machines that competes on total cost rather than build cost.
The Dali’s Real Lesson for Manufacturing
The NTSB investigator said it plainly: “The poor connection within this terminal block is what started the sequence of events that resulted in the blackout.”
Nobody designed a failure. Nobody wanted a loose wire. The problem was that the system they built gave a misplaced label the ability to degrade a connection over ten years without anyone knowing. The architecture made that outcome possible.
That same architecture is running inside electrical panels on manufacturing floors right now. Tens of thousands of mechanical joints, each one aging differently, each one a potential source of an intermittent fault that maintenance will spend hours chasing when it finally fails.
The alternative exists. It’s proven, it’s available, and the economics make sense when you count the costs honestly. The question is, how long are you going to allow machine builders to keep designing preventable failure into their machines?
Want to know where your risk is?
I offer a neutral evaluation of your control system wiring and electrical specifications. There is no sales pitch. You get a written report identifying your highest-risk termination points and a practical path forward. Reach out directly, and let’s take a look before your version of the Dali’s loose wire causes a major downtime incident on your factory floor.